塑鋼門窗專用 高剛性雙頭45度精密切割機
應用領域
在門窗製造中,角隅強度取決於 45度切角的精準度。
本設備專為實現無縫焊接與結構穩定而設計,切斷後之型材角隅破壞強度符合 CNS 正字標記標準,確保在高風壓環境下的氣密與水密性能。
功能特點
技術特點
重型高剛性機身:
減震穩定:機台結構經強化處理,能有效吸收高速切割產生的震動。
垂直精度:搭配高品質合金鋸片與穩定主軸系統,確保切面平整度與絕對垂直。
雙鋸頭同步切斷:
效率一致性:左右鋸頭同步完成型材兩端 45度 切割,確保角度與長度一致。
高速節奏:單次加工循環約 10 秒,大幅提升產線 BPM。
多維度強力氣壓夾持:
全方位固定:具備上方與側方強力氣壓夾具,杜絕切割過程中因微小震動造成的尺寸誤差。
彈性長度調節方案:
標準型:配備精密刻度尺,適合標準化生產的手動調節。
高階型 (PLC 伺服控制):可依需求升級 PLC 控制搭配伺服馬達驅動。 操作員僅需透過人機介面 (HMI) 配方表輸入長度,系統即自動精準定位,極適合多樣化、客製化的訂單需求。
規格
切割能力:100(W) x 75 (H) 900~2500
機台尺寸:1700 X 3600 X 1750
電壓:220V 3相
塑鋼門窗CNC多功能加工中心
應用領域
取代傳統人工劃線、鑽孔與銑削等零散工序。專為門窗型材設計,可一次性完成鎖孔、把手孔、排水槽、鉸鏈孔及各類複雜型槽的精密加工,
功能特點
數位化圖檔直讀 (CAD/CAM 整合):
無縫接軌:直接讀取 AutoCAD 等標準圖檔 (DXF),系統自動轉化為 G-code 加工路徑。
零失誤:操作員無需手動輸入座標或編寫複雜程式,從源頭杜絕人工標註錯誤,確保成品與設計圖完全一致。
高柔性生產模式:
免模具化:無需針對不同窗型製作、更換實體鑽孔模板,可即時應對客製化與非標門窗需求。
換線效率:極大縮短調整時間,適合少量多樣的現代訂單模式。
多工序整合:在一台機台、一次裝夾中,依序完成端銑、銑槽等工序,解決重複定位誤差。
整合式雙端銑削功能 (選配):
中挺加工:可增設雙端銑削單元,專門處理中挺 (Mullion) 或橫檔 (Transom) 等桿件的端面加工。

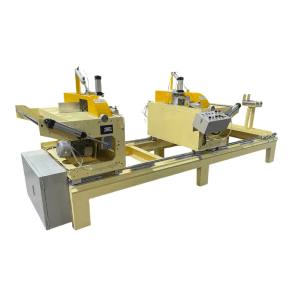
雙邊同步切割銑溝機
應用領域
針對塑鋼門板生產流程設計,將「雙邊定寸切割」與「邊緣銑溝」兩大工序整合。有效解決傳統製程需多次翻面、量測所造成的效率低下與累積公差,確保每一片門板的出廠尺寸與平行度完全一致。
功能特點
高效對向加工系統:
同步精度:左右兩側加工單元同步運作,確保門板兩端加工精度誤差 < 1mm。
動態平衡:透過精準的同步控制邏輯,在高速切割下仍能維持極佳的對稱性與平行度。
多點式上對下壓料機構:
強力固持:配置多組氣壓式壓料單元,由上而下牢牢固定型材,防止加工過程中的震動位移。
保護表面:壓料頭採用保護材質,確保門板在強力固定下不傷及表面美觀。
複合工序一體化:
定寸與銑溝:主軸可同時掛載切割鋸片與成型銑刀,一次進給即可完成寬度定寸與功能性溝槽加工。
縮短路徑:大幅降低型材在產線間的搬運與重複裝夾時間。
HMI 智慧管理系統:
直覺調機:操作員僅需在人機介面 (HMI) 輸入目標寬度與深度,系統即自動定位加工座標。
配方儲存:可存儲多種門板規格配方,支援少量多樣的客製化生產需求。

單頭榫口機
應用領域
專用於中挺 (Mullion) 與橫檔型材之端面仿形銑削。針對門窗框架「T 型對接」處的精度與強度需求,本設備能精準銑製出與主框型材完全契合的榫口(凹槽),確保結構密合度與長期使用的氣密性。
功能特點
「無崩口」多片式組合刀具:
原理:針對 uPVC 塑鋼等脆性材料特性,捨棄傳統單片銑刀,改採特殊設計的多片式堆疊刀組。
效益:切削時為材料邊緣提供雙向支撐,有效分散切削應力,徹底解決傳統單刀加工常見的崩口或碎片問題。
品質:加工後的切口斷面光潔平整,無須二次打磨即可直接進行焊接或機械組裝。
匹配度:確保加工出的榫口形狀與對接框架輪廓 100% 吻合,達成零間隙對接。
直觀穩定的操作設計:
手動進給:整機採手動進給模式,機械結構簡化、經久耐用且保養容易。
快速上手:無需複雜數位設定,作業員可快速熟悉操作節奏,適合中小型工廠或產線特定工序使用。
便捷的刀具與靠模更換設計:
靈活性:針對不同型材切換刀組與靠模的過程極其簡便,大幅縮短換線調機時間。

門板鎖孔與絞鏈槽複合加工機
應用領域
在塑膠門的組裝流程中,喇叭鎖孔與絞鏈(鉸鏈)槽的位置與精度,直接決定了門扇能否順利安裝、開關是否順暢,以及最終的密合度。傳統分站、手動劃線的加工方式,極易因人為失誤產生累積公差,導致安裝困難或成品不良。
本設備將門扇側邊的「鎖孔」與背側的「絞鏈槽」兩大關鍵工序整合為一,旨在提供一個穩定、精準且高效率的解決方案,確保每一片門板的五金加工位置都精準如一。
功能特點
鎖孔加工單元與自動對心系統:
針對喇叭鎖的安裝,本機配備了專用的鑽孔組。其核心是一個自動對心夾持定位系統,當門板推入時,夾具會自動將門板厚度的中心點與鑽孔軸心對齊。此設計免除了人工量測的步驟與誤差,確保鎖體能被完美地安裝在門扇的正中央。
可調式多組絞鏈槽加工單元:
設備搭載了數個(通常為2-3個)用於銑削絞鏈槽的加工模組。操作員可透過手輪與精密刻度尺,快速、精準地手動調節每一個模組的相對位置(上下間距)與加工深度,以對應不同規格或客製化需求的門板。
純機械式設計,穩定耐用:
整機主要採用手動調節與操作,結構單純、堅固。這種設計不僅使設備極為穩定耐用、維護簡易,更讓操作者無需複雜的訓練即可上手,是確保加工品質、降低錯誤率、最經濟實惠的選擇。
一體化作業平台:
將鎖孔與絞鏈槽的加工作業整合於同一機台,確保了兩者之間的相對位置關係(例如鎖孔高度與上下絞鏈的距離)永遠保持在標準設定內,從根本上解決了分站加工可能產生的對位失準問題。
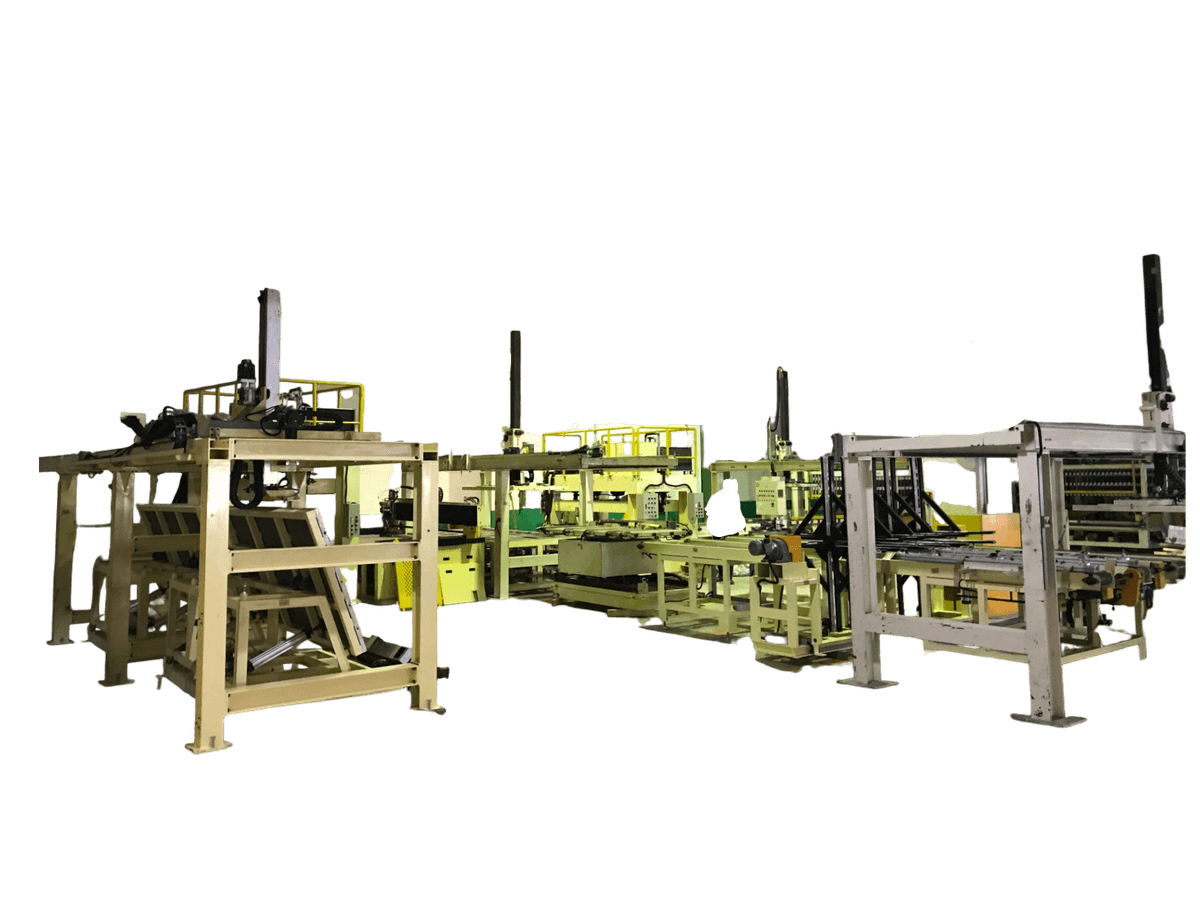
塑鋼門框連線式自動預加工備料站
應用領域
在自動化的塑鋼門框生產線中,前端的原料供應速度與穩定性,是決定整條產線稼動率的關鍵。傳統的人工上料與單次加工方式,往往會成為產能的瓶頸點。
本設備即是為實現「無人化產線源頭」而設計的智慧備料站。它整合了原料儲存、自動供料、預鑽孔加工及連線傳送四大功能,確保後續的切割或加工中心,永遠有準備好的材料待命,從而最大化整條生產線的運行效率。功能特點
大容量儲料暫存區(Infeed Magazine):
設有可堆放整批原料的斜坡式或平台式暫存區。操作員僅需一次性置入足夠數量的門框型材,即可長時間讓設備自動運行,大幅減少人力看管的需求。
全自動化供料與加工循環:
由PLC進行全自動化流程控制。當後續產線發出要料訊號時:
自動補料: 設備會從暫存區自動抓取一支型材,並傳送至加工位置。
自動定位: 透過機械擋塊或智慧感測器,對型材進行精準的長度與位置定位。
預鑽孔加工: 啟動多組預設好的鑽孔頭,一次性完成所有組裝或五金安裝所需的預鑽孔位。
成品傳送: 加工完成後,自動將型材傳送至後續產線的接料平台上。
智慧化連線加工介面:
本機的控制系統可與後續的切割機或CNC加工中心進行訊號交握(Handshaking)。它能即時接收後續機台的「要料訊號」,並在加工完成後回饋「送料完成訊號」,形成一個無縫銜接、即時反應的自動化生產鏈。。
塑鋼門窗連線式自動預加工備料站
應用領域
在自動化的塑鋼門框生產線中,前端的原料供應速度與穩定性,是決定整條產線稼動率的關鍵。傳統的人工上料與單次加工方式,往往會成為產能的瓶頸點。
本設備即是為實現「無人化產線源頭」而設計的智慧備料站。它整合了原料儲存、自動供料、預鑽孔加工及連線傳送四大功能,確保後續的切割或加工中心,永遠有準備好的材料待命,從而最大化整條生產線的運行效率。功能特點
大容量儲料暫存區(Infeed Magazine):
設有可堆放整批原料的斜坡式或平台式暫存區。操作員僅需一次性置入足夠數量的門框型材,即可長時間讓設備自動運行,大幅減少人力看管的需求。
全自動化供料與加工循環:
由PLC進行全自動化流程控制。當後續產線發出要料訊號時:
自動補料: 設備會從暫存區自動抓取一支型材,並傳送至加工位置。
自動定位: 透過機械擋塊或智慧感測器,對型材進行精準的長度與位置定位。
預鑽孔加工: 啟動多組預設好的鑽孔頭,一次性完成所有組裝或五金安裝所需的預鑽孔位。
成品傳送: 加工完成後,自動將型材傳送至後續產線的接料平台上。
智慧化連線加工介面:
本機的控制系統可與後續的切割機或CNC加工中心進行訊號交握(Handshaking)。它能即時接收後續機台的「要料訊號」,並在加工完成後回饋「送料完成訊號」,形成一個無縫銜接、即時反應的自動化生產鏈。。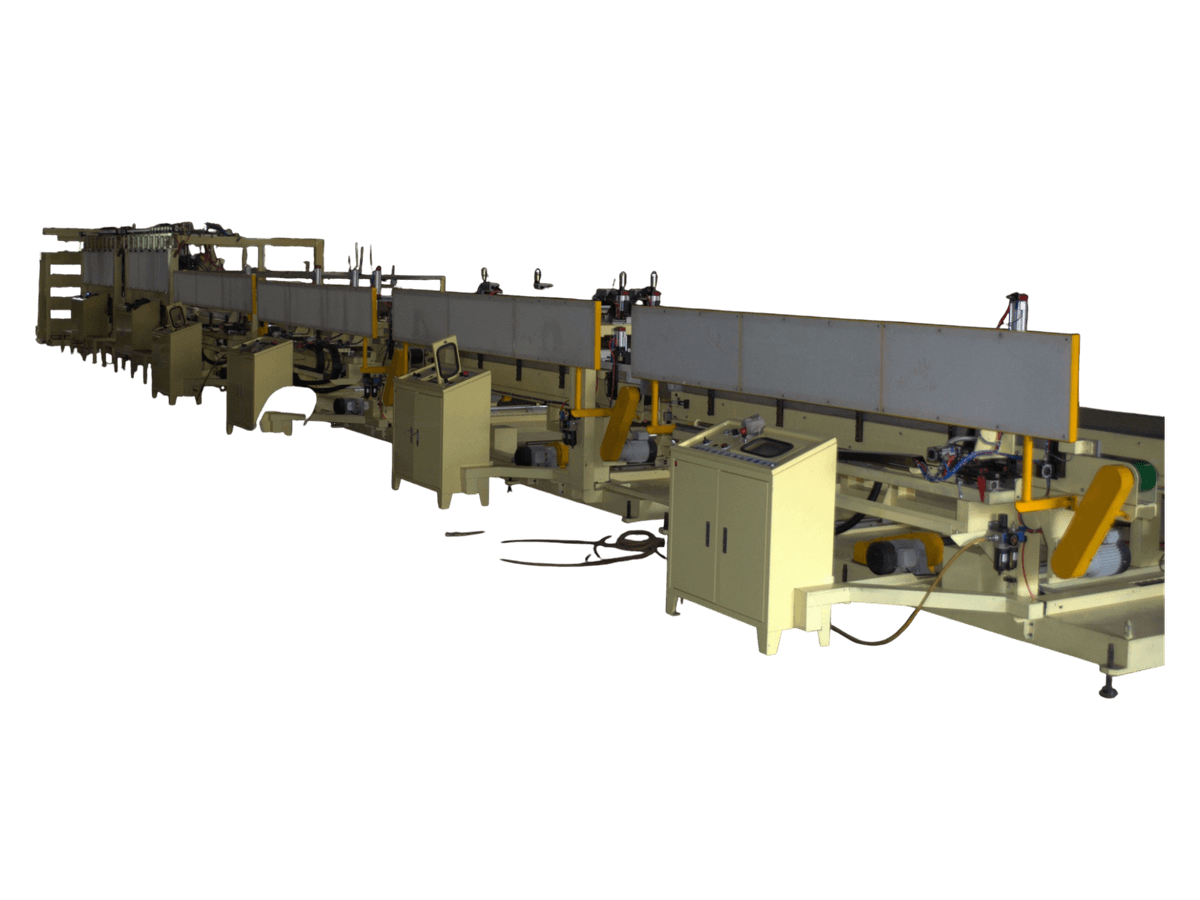
塑鋼門窗連線式自動預加工備料站
應用領域
大型門板自動化組立設備
功能特點
客製化生產線